Por Juan Martín Mira
RESUMEN: En este artículo se discute la estabilidad de las emulsiones asfálticas al almacenamiento y transporte, resaltando la importancia del mínimo secundario que aparece en la curva de energía potencial – distancia. Además, se estudia la aplicabilidad de las emulsiones aniónicas en los trabajos de carreteras, presentando dos emulsionantes que cubren la gama completa de estabilidades a la rotura frente a los áridos.
Con respecto a las emulsiones catiónicas de rotura rápida, se discute cuál es el mejor procedimiento de síntesis para los emulsionantes con estructura de amidoaminas. Asimismo, se presenta un nuevo método de síntesis de emulsionantes catiónicos con un radical hidrocarbonado mezcla de alifático y aromático, proponiendo también algunos métodos de mejora en la fabricación de emulsiones asfálticas.
SUMMARY: In this paper, the stability of the storage and transport asphalt emulsions is discussed, highlighting the importance of the secondary minimum appears in the curve of potential energy-distance. Moreover, the applicability of the anionic emulsions in road work is discussed, with two emulsifiers which cover the full range of stabilities against breaking the aggregates. Regarding the quick-breaking cationic emulsions, discussed what the best method of synthesis for emulsifiers amido amine structure. Also, a new method of synthesis of cationic emulsifiers with an aliphatic and aromatic hydrocarbon radical, also proposing some improvement in methods of manufacture of asphalt emulsions is presented.
LAS EMULSIONES ASFÁLTICAS
Las emulsiones son sistemas formados por una sustancia inmiscible en un líquido y dispersada en él en forma de partículas esféricas. Estos sistemas tienen una estabilidad precaria que se puede aumentar mediante la adición de electrólitos inorgánicos, compuestos tensioactivos, macromoléculas y sólidos insolubles finamente divididos (1).
Por consiguiente, el problema fundamental de las emulsiones es el estudio de su estabilidad. Si se unen dos partículas de la fase dispersa de una emulsión se obtiene una reducción del área interfacial y, en consecuencia, una disminución de la energía libre: la emulsión es termodinámicamente inestable. La tecnología de las emulsiones radica en mantener el sistema en un estado metaestable. La inestabilidad de las emulsiones se manifiesta de tres formas distintas: a) formación de natas o sedimentos, debido a que las partículas suben o bajan en la fase continua por tener una densidad distinta a la de ésta ; b) floculación, esto es, formación de racimos (dispersables) de partículas, seguida o no de la coagulación de las partículas arracimadas; c) coalescencia, en la que las partículas de mayor tamaño se unen y se produce la destrucción de la emulsión con la separación de las dos fases.
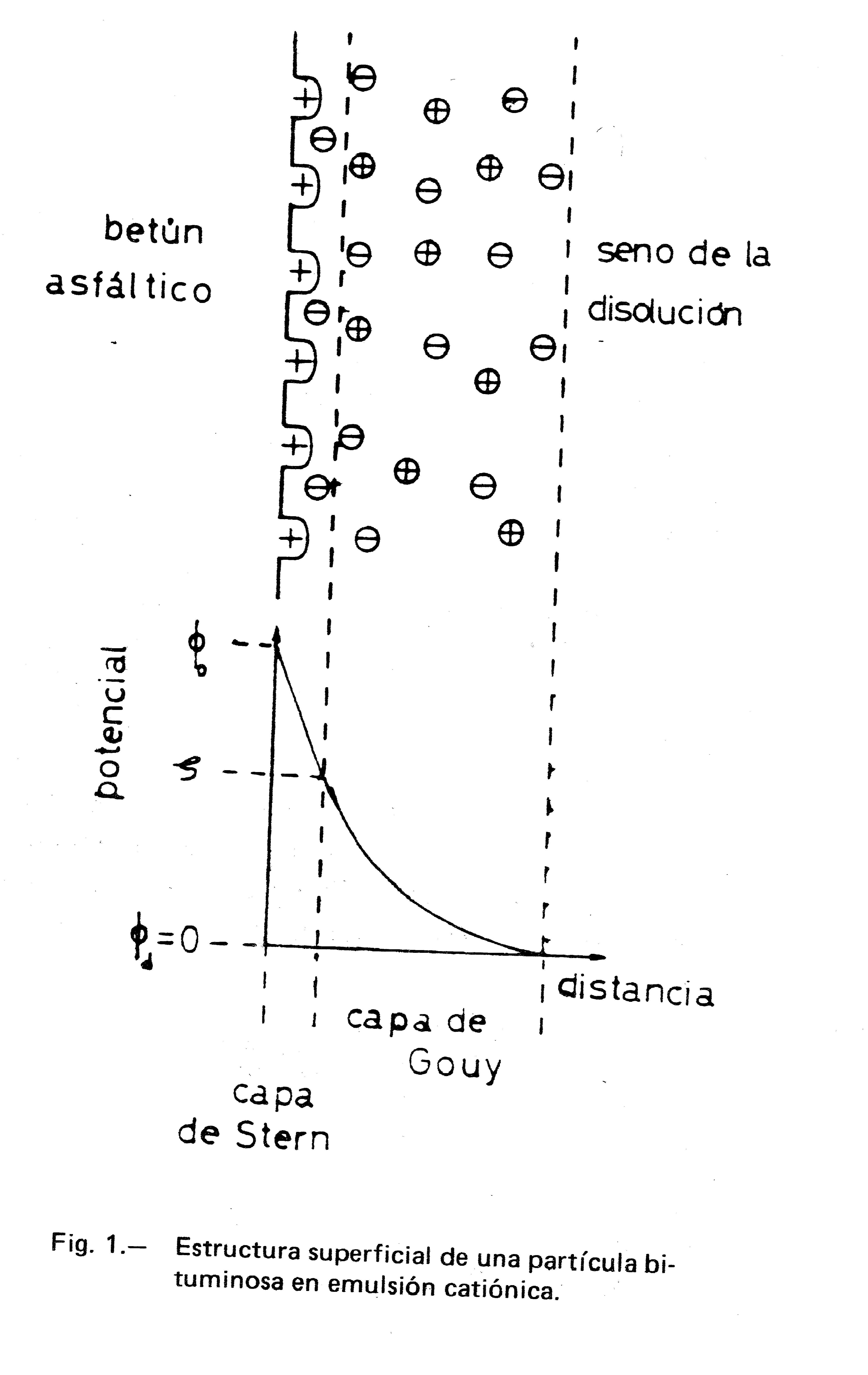
Las emulsiones de betún asfáltico empleadas en la construcción de carreteras se estabilizan generalmente con tensioactivos que contienen grupos hidrofóbicos (cadenas hidrocarbonadas) y grupos hidrofílicos aniónicos y catiónicos. Las micelas de estos emulsionantes engloban a las partículas de la fase dispersa , quedando los radicales hidrocarbonatos fuertemente absorbidos en el interior de las partículas mientras que los grupos polares recubren su superficie.
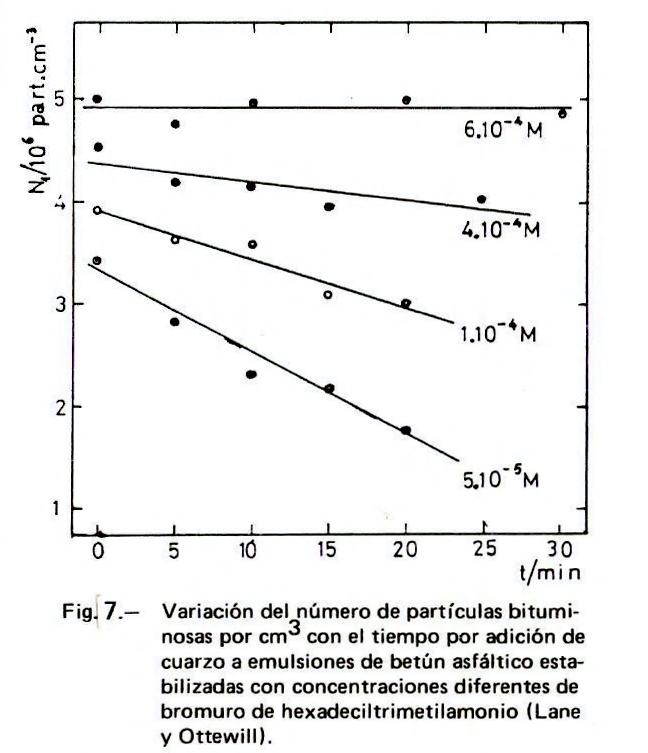
En la representación de la energía potencial de interacción entre dos partículas de la emulsión frente a la distancia entre ellas, aparece un mínimo primario, una gran barrera de potencial y un mínimo secundario. (Hay que tener en cuenta que en las emulsiones, por ser termodinámicamente inestables, los mínimos corresponden a una zona de estabilidad, es decir, de destrucción de la emulsión). Aunque los emulsionantes evitan la coalescencia directa entre las partículas por establecer una considerable barrera de potencial, no pueden evitar absolutamente la coagulación primaria, que se produce en el mínimo primario cuando las partículas tienen la suficiente energía cinética para sobrepasar la barrera de potencial. Para las partículas iguales o mayores a un micrometro, que es el tamaño de las partículas de las emulsiones asfálticas, la floculación y posterior coagulación que se produce en el mínimo secundario es más importante que la primaria (2). Con los emulsionantes catiónicos más empleados para fabricar emulsiones asfálticas, ya se demostró experimental y computacionalmente (3) que tienen un efecto floculante debido al aumento de la profundidad del mínimo secundario con el contenido iónico del sistema. Con cantidades suficientemente grandes de emulsionante se puede producir coagulación (¡aquellas ‘bolas’!) y llegar a la coalescencia. También se demostró que cuantos más grupos amino contengan los emulsionantes catiónicos, tanto mayor es la tendencia a la floculación.
Otro aspecto relativo a la estabilidad de las emulsiones asfálticas tiene que ver con su comportamiento en obra : la emulsión debe romper una vez aplicada para formar una capa asfáltica; para ello, ha de tener una velocidad de rotura controlada según el empleo que se quiere dar a la emulsión y ha de presentar una adhesividad adecuada hacia los áridos con los que se mezcla o sobre los que se aplica. La velocidad de rotura y la adhesividad dependen tanto de la naturaleza química y la granulometría de los áridos como de la formulación de la emulsión, fundamentalmente del tipo de emulsionante y del pH.
En este artículo daremos cuenta de los métodos de síntesis (cuando sea necesario) y de las características y empleos de algunos emulsionantes aniónicos y catiónicos utilizados por el autor para la fabricación de emulsiones asfálticas para la construcción de carreteras.
EMULSIONANTE ANIÓNICO DE BETÚN ASFÁLTICO
¿Emulsionantes aniónicos para la fabricación de emulsiones bituminosas empleadas en la construcción de carreteras? ¿No pasaron a la historia porque sólo eran útiles cuando se empleaban áridos calizos, mientras que las emulsiones catiónicas daban buenos resultados con todo tipo de áridos?
En 1971, (¡ya hace años!) el autor de este artículo probó el empleo de otros emulsionantes distintos a los tradicionales: ‘tall oil’ crudo, un producto que se obtiene en la fabricación de acetato de celulosa, saponificado para la fabricación de emulsiones aniónicas de rotura rápida (EAR) y media (EAM) (4) (5) y resina Vinsol (6), producto procedente de la extracción con disolventes aromáticos de la madera de unos pinos viejos, saponificada para obtener emulsiones de rotura lenta (EAL). (También se empleaban otros compuestos de mucha menor difusión comercial). Uno de los emulsionantes aniónicos ensayados fue el ácido dodecilbencenosulfónico (ADBS), un producto industrial cuyas características pueden ser las siguientes:
Estado físico………………………Líquido viscoso
Índice de acidez………………….En torno a 160
Materia activa…………………….100 %
Densidad a 25º C………………..En torno a 1,02 g/cc
Este ácido, que ya había sido empleado para hacer emulsiones agregándolo al betún asfáltico (7), es más resistente a las aguas duras que los emulsionantes con ácidos carboxílicos, como el ‘tall oil’ y la resina antes citados. Al igual que con los otros emulsionantes, es conveniente saponificarlo con potasa cáustica, a fin de obtener emulsiones con un tamaño de partícula inferior al que se consigue con bases de otros metales alcalinos o alcalinotérreos. No existe mucha diferencia si en lugar del radical dodecilo se emplean otros radicales lineales o ramificados de longitud suficiente.
Con la sal potásica del ADBS se cumplía uno de los objetivos buscados: fabricar emulsiones asfálticas que cubriesen toda la gama de velocidades de rotura establecida en la técnica de construcción de carreteras.
Para obtener EAR los porcentajes de ADBS pueden variar entre 0,08 y 0,14 % en peso sobre el total de emulsión (aproximadamente 1 kg por tonelada) y el pH debe estar comprendido entre 11 y 11,5, para lo que hay que añadir unos 250 – 300 gramos de potasa por tonelada.
Para las EAM se emplea betún asfáltico con o sin fluidificantes. Pueden fabricarse con 1,5 – 2 kg de ADBS y 400 – 500 gramos de potasa (pH = 11 – 12) por tonelada de emulsión.
Las EAL se fabrican con 5 – 8 kilogramos de emulsionante y 1,5 – 2 kg de potasa, hasta un pH de 11,5 a 12,5.
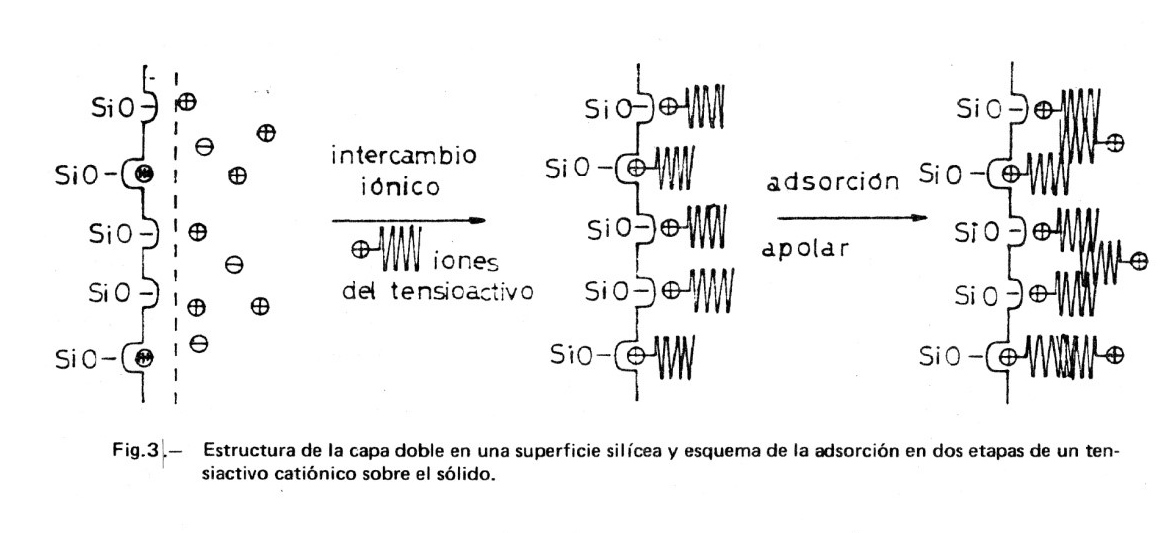
En todos los trabajos de construcción de carreteras en los que se emplean (o empleaban) emulsiones aniónicas (riegos, mezclas asfálticas en frío, lechadas asfálticas, etc.) se supone que se utilizan (utilizaban) áridos calizos en cuya superficie hay iones calcio positivos sobre los cuales se adhieren los extremos negativos del emulsionante aniónico. Con los áridos de naturaleza silícea, preferidos por sus ventajas evidentes en la construcción de carreteras, la presencia superficial de grupos silanol que se ionizan con la humedad dando grupos cargados negativamente, los emulsionantes aniónicos en vez de adherirse se repelen. Pero hay una alternativa: activar los áridos silíceos aportando un suministrador de iones calcio. El autor de este artículo consiguió hace años un buen tratamiento superficial empleando EAL y árido silíceo activado con la adición del 2 % en peso de cemento ¿Hay vida después de la muerte de las emulsiones aniónicas?
POLÍMERO PARA FABRICAR EMULSIONES ANIÓNICAS EAL -1 Y EAL -2
¡Pues claro que queda algo de vida en las emulsiones aniónicas!
La resina Vinsol se ha empleado desde hace años para fabricar emulsiones asfálticas aniónicas de rotura lenta que cumplen la normativa para EAL -2 del PGE y que se emplean : a) en la fabricación de lechadas asfálticas con áridos calizos, hechas ‘in situ’ y extendidas con máquina; b) en la fabricación de lechadas asfálticas almacenables y extensibles por procedimientos manuales; c) en la fabricación de impermeabilizantes de aplicación en frío; d) en todos los usos en los que se requiera una emulsión asfáltica de gran estabilidad a la rotura y una buena adhesividad, una vez curada la mezcla, para con los áridos y ‘fílleres’ calizos.
Pero la resina Vinsol, aunque funciona bien, tiene varios inconvenientes: a) es un producto de alto precio; b) por ser un producto natural procedente de una variedad local de pinos del sur de EEUU no es posible incrementar a voluntad su producción, lo que conlleva dificultades temporales de suministro; c) dificultad en la formación de los jabones, tanto por las materias insaponificables que acompañan a los principios activos de la resina, como por el alto punto de reblandecimiento de la misma; d) deficiente estabilidad al almacenamiento de las emulsiones, por lo que los fabricantes de la resina recomiendan el empleo de estabilizantes derivados de la lignina.
Hacia 1995 – 96 el autor de este artículo logró sintetizar un polímero que supera a la resina Vinsol en los aspectos positivos y no tiene ninguno de sus inconvenientes, esto es, puede emplearse en todas aplicaciones descritas, los jabones se preparan con facilidad y las emulsiones son más estables al almacenamiento.
A continuación se expone un ejemplo de la síntesis del polímero empleando unas materias primas que, en la práctica, pueden variar en sus características.
La colofonia es un material resinoso sólido que se obtiene del pino por sangrado del árbol o por extracción con disolventes. La colofonia que hemos empleado contiene entre un 80 y un 90 % de ácidos resínicos de las familias del ácido abiético (60 – 65 %) y del ácido pimárico (20 – 25 %) y su punto de reblandecimiento puede estar en torno a 75º C.
Cuando la colofonia se trata con anhídrido maleico en las proporciones en peso aproximadas de 80 % de colofonia por 20 % del anhídrido (ya que reacciona solamente el 60 – 70 % de la colofonia) se forma, tras una reacción a 150º C durante unos 90 minutos, un aducto soluble en alcoholes, cetonas e hidrocarburos aromáticos pero insoluble en hidrocarburos alifáticos, con mayor punto de reblandecimiento y mayor índice de acidez que la colofonia de partida.
La síntesis del polímero útil para fabricar emulsiones asfálticas EAL-1 y EAL-2 tiene lugar mediante la reacción rápida y cuantitativa (unos 5 – 10 minutos a 140 – 150ºC) entre 65 % en peso de nonilfenol con veinte moles de óxido de etileno (NF- 20 moe) y 35 % en peso del aducto colofonia – anhídrido maleico, o entre 75 % en peso de NF- 30 moe y 25 % del aducto, de acuerdo con las fórmulas:

Los pesos moleculares de los polímeros están en torno a 1500 g/mol si se emplea NF-20 moe y a 2000 con el NF- 30 moe y las propiedades físicas intermedias aproximadas del polímero sintetizado son:
Estado físico………………………………Pasta
Temperatura de vertido……………….Mayor de 35º C
Densidad a 50º C………………………..1,06 g/cc
Viscosidad a 50º C……………………..500mPa.s
Índice de acidez………………………….70 mg KOH /g
En el empleo del polímero en la fabricación de emulsiones EAL-1 para lechadas asfálticas en máquina, la cantidad de emulsionante debe ajustarse de acuerdo con el tipo de árido, o la mezcla de áridos y cemento. Cantidades orientativas sobre emulsión son : 0,5 % en peso del polímero y 0,1 % de KOH, con lo que el pH de la emulsión quedaría entre 12 y 12,5.
Las emulsiones EAL-2 para lechadas asfálticas almacenables pueden fabricarse con 1,2 – 1,5 % en peso del polímero y 0,25 – 0,3 % de KOH. El árido de las lechadas puede consistir en una mezcla de arenas calizas y silíceas de hasta 2 mm activadas con algo de cemento (un 1 % en peso, por ejemplo),mezclado con 15 % (o algo más) de emulsión asfáltica y agua de aportación hasta conseguir la fluidez conveniente. La lechada puede ser envasada y transportada a la obra donde se extiende por procedimientos manuales.
Hemos comprobado que si se añade el polímero a los betunes asfálticos empleados en la fabricación de emulsiones catiónicas ( en proporciones pequeñas, del orden de las usadas para la activación de los betunes) se obtiene no sólo una mejora de la adhesividad, sino también una emulsibilidad mayor del asfalto. Parece ser que el polímero peptiza los asfaltenos.
Las emulsiones EAL-2 del polímero son útiles, además, para la fabricación de ‘Másticos Impermeabilizantes que Endurecen en Presencia de Agua’ (8) que se emplean como retardadores del reflejo de fisuras del hormigón, como anticorrosivo en metales y como antierosivo en estructuras expuestas a la acción del agua.
Hemos preparado másticos con esta emulsión, cemento Portland y un látex con el 25 % de polímero acrílico y pH = 3 que gelifica cuando pasa a básico.
Dos mezclas tipo de estos másticos y sus empleos son:
1.- Se mezclan 74 partes de EAL-2 con 20 de cemento. Se añaden 6 partes del látex acrílico. El mástico es extensible a espátula o llana en paramentos horizontales o verticales. Si se modifican las proporciones (75 – 22 -3, por ejemplo) resulta un producto extendible como lechada asfáltica impermeabilizante.
2.- Se mezclan 12 partes de cemento y 42 de arena del tamaño conveniente con 3 partes de agua y 1 parte del látex acrílico empleado como aditivo sobre el árido. Se añaden 42 partes de EAL-2 y resulta una lechada extendible con máquina.
EMULSIONANTE CATIÓNICO PARA FABRICAR EMULSIONES ASFÁLTICAS ECR Y ECM
Unos de los primeros emulsionantes catiónicos que se emplearon en la fabricación de emulsiones asfálticas fueron las amidoaminas resultantes de la reacción entre sebos de origen animal o aceites y aminas. En caliente, las aminas producen la amonolisis de los triglicéridos de los sebos o aceites, de acuerdo con la reacción:
R – COO – CH2
R – COO – CH + 3 R’ – NH2 ——— 3 R – CO – NH – R’ + CH2 OH – CHOH – CH2 OH
R – COO – CH2
El radical R procedente del sebo suele estar constituido por cadenas con 16 (palmitil) y 18 (estearil y oleil) átomos de carbono, y el radical procedente de aceites industriales (soja, girasol, etc.) pueden tener , además, linoleil, linolenil y otros.
Las aminas empleadas en la reacción de amonolisis son diversas: una de las más utilizadas es la dietiléntriamina. Con ella, el emulsionante respondería a la fórmula:
R – CO – NH – CH2 – CH2 – NH – CH2 – CH2 – NH2
Los grupos amino de la diamina resultante, con su largo radical hidrocarbonado, captan protones con facilidad por ser de carácter básico, quedando cargadas positivamente y, con su extremo hidrófilo, pueden actuar como emulsionantes catiónicos en medio ácido. Es de notar que los grupos amino secundarios son más activos que los primarios, y estos lo son más que los terciarios, pero todos ellos son insensibles a las aguas duras, hasta el punto de que en muchos casos se emplean sales de calcio para estabilizar las emulsiones. Es un hecho bien conocido que la velocidad de rotura de las emulsiones asfálticas frente a los áridos disminuye al aumentar el número de grupos amino del emulsionante. Así, los cloruros de diamonio que se forman en el agua acidificada se emplean generalmente en la producción de emulsiones asfálticas de rotura rápida (ECR) y media (ECM), mientras que para la fabricación de emulsiones de rotura más lenta son necesarias moléculas con mayor número de grupos amino.
Con el método de síntesis expuesto, esto es, partiendo de sebos o aceites, se obtiene, aproximadamente, un 10 % en peso de glicerina, además, como los reactivos, principalmente el sebo, suelen contener sustancias inertes, y como la reacción puede no llegar a ser cuantitativa, solamente un 80 – 90 % del producto resulta ser emulsionante útil.
Un procedimiento más eficaz para la obtención de aminoamidas utilizables en la fabricación de emulsiones asfálticas ECR y ECM consiste en la reacción de ácidos grasos con aminas. (Sorprendentemente, se siguen aceptando patentes (9), (10), con esta síntesis conocida hace tantos años, quizá a causa de que los emulsionantes se emplean para trabajos novedosos en carreteras). En nuestro caso, después de probar con distintos ácidos y aminas, hemos encontrado como reactivos óptimos el ácido oleico y la aminoetilpiperazina, cuyas fórmulas son:

En la reacción equimolecular de los reactivos (282 y 129 gramos, esto es, 69 % en peso de ácido y 31 % en peso de la triamina), se obtiene un producto de 393 g/mol tras la pérdida de agua que, expulsada, hace que la reacción sea cuantitativa. La reacción tiene lugar entre 150 y 195º C.
Las características físicas del producto son las siguientes:
Estado físico…………………………………………………………………….Pasta suave
Densidad a 50ºC……………………………………………………………….0,86 g/cc
Temperatura de vertido……………………………………………………..Mayor de 25ºC
Litros de HCl 22º Bè para neutralizar 1 kg de emulsionante……0,50 aprox.
Las cantidades de emulsionante para cada tipo de emulsión asfáltica son:
ECR : 2 – 2,5 kg por tonelada
ECM : 3 – 4 kg por tonelada
La disolución en agua se neutraliza hasta un pH entre 1,5 y 3.
Si el pH se ajusta empleando mezclas de ácido clorhídrico y cloruro férrico en vez de HCl sólo, la emulsión asfáltica presenta un menor tamaño de partícula y una mejor estabilidad al almacenamiento.
NUEVOS EMULSIONANTES DE BETÚN ASFÁLTICO
Las emulsiones asfálticas catiónicas se fabrican mayoritariamente con diaminas y poliaminas de fórmula
R – NH (CH2 CH2 NH)n H, donde n toma los valores 1, 2, 3 ó 4 y R es un radical hidrocarbonado generalmente procedente de sebo animal y constituido por una mezcla de radicales (aproximadamente: 30 % de un radical de 16 átomos de carbono, 20 % con 18 átomos, 40 % con 18 y un doble enlace entre carbonos, y un 10 % de otros radicales). Con este tipo de emulsionantes se fabrican desde hace muchos años las emulsiones asfálticas de rotura rápida ECR (con n = 1), media ECM (con n = 1 – 2) y lenta ECL (con n = 3 – 4), definidas con estas siglas en las normas para la ejecución de obras.
Hay alternativas a estos emulsionantes que dominan casi absolutamente el universo de las obras asfálticas en frío. El autor de este artículo puso en práctica, hacia 1990 – 91, un nuevo método de síntesis basado en la reacción de Mannich, que ya había sido utilizada para obtener agentes de curado de resinas epoxi (11). Empleando una versión modificada de la reacción de Mannich, se pueden obtener diaminas y poliaminas con una fórmula parecida a la de los emulsionantes tradicionales, pero con un radical diferente. Este radical, por añadir a la parte alifática un grupo aromático polar, debe proporcionar una mayor compatibilidad con las moléculas del betún asfáltico, formando con ellas asociaciones y contribuyendo a la peptización de los asfaltenos.
Las materias primas necesarias para la síntesis son:
— Nonilfenol : Fórmula: C9 H19 C6 H4 OH. Peso molecular: 220 g/mol. Densidad: 0,937 g/cc a 25º C.
— Paraformaldehído : Fórmula: (C H2 O)n . Punto de fusión: 163 – 165º C, con descomposición.
— Aminas : De tan variada fórmula como convenga. En los ejemplos que se ponen a continuación son las siguientes: a) aminoetiletanolamina, de fórmula NH2 (CH2 ) 2 NH(CH2 ) 2 OH (104 g/mol y P.E. 239º C); la fórmula de las demás es NH2 (C2 H4 NH)n H ;b) dietiléntriamina, con n = 2 (103 g/mol y P.E. 207º C); c) trietiléntetramina, con n = 3 (146 g/mol y P.E. 277º C) ; d) una poliamina con n = 5 -7.
Otros autores emplean poliaminas modificadas con ‘tall oil’, ácidos grasos o ácido acrílico (12) y dietilén triamina con nafta aromática (13).
La reacción de síntesis, realizada con cantidades estequiométricas de reactivos (y un ligero exceso de formaldehído), es:

Todos los emulsionantes obtenidos mediante esta reacción y con las aminas que sirven de ejemplo son líquidos viscosos o muy viscosos. Los sintetizados con diamina y triamina vierten a poco más de 30º C.
Con los emulsionantes obtenidos con las aminas a) y b) se pueden fabricar emulsiones asfálticas catiónicas de rotura rápida empleando una dotación de 2 – 2,5 kilogramos por tonelada de emulsión. Aumentando la dotación del emulsionante hecho con b) hasta 3 – 4 kilogramos se pueden obtener emulsiones de rotura media. Con la tetramina c) se fabrican emulsiones de rotura media (con 2,5 – 3,5 kg /ton) y lenta (con 3,5 – 8 kg /ton). Con el emulsionante sintetizado con la poliamina d) se producen emulsiones de rotura lenta con dotaciones de 3 – 4 kilogramos por tonelada. Todos los valores de las dotaciones de emulsionantes apuntadas son, lógicamente, orientativas, ya que cada fabricante tiene sus preferencias.
Veamos a continuación unas ideas para mejorar las características y prestaciones de las emulsiones asfálticas catiónicas.
En todos los casos , si el ajuste del pH del agua emulsionante se realiza con una mezcla de HCl y cloruro férrico en vez de emplear sólo ácido clorhídrico, la emulsión asfáltica tendrá un menor tamaño de partícula y una mayor estabilidad al almacenamiento. La utilización de policloruro de aluminio en lugar de cloruro férrico proporciona otras mejoras interesantes.
A veces resulta conveniente aumentar la viscosidad de las emulsiones asfálticas. Para ello, el autor ha preparado un aditivo utilizable en los casos que lo requiebra la obra. Consiste en goma guar modificada con etanolamina. Su aspecto es de una harina de color amarillo verdoso y olor amoniacal de granulometría fina, con el 90 % menor de 200 mallas. En disolución acuosa al 0,2 % el pH es aproximadamente de 8.
El aditivo aumenta la viscosidad de las emulsiones asfálticas agregando una cantidad opcional (0,2 ó 0,3 %, por ejemplo) al agua emulsionante, favoreciendo su estabilidad al almacenamiento y transporte, y permitiendo obtenerlas con la viscosidad más adecuada para determinados trabajos.
Con el emulsionante sintetizado con nonilfenol y polietilénpoliamina (con n = 5 -7) es posible producir un clorhidrato en disolución acuosa que contenga en torno al 30 % de materia activa y que sea un líquido manejable.
La disolución del clorhidrato, que es una sustancia tensioactiva, se utiliza como controlador de rotura de las lechadas asfálticas catiónicas en cuya puesta en obra se maneja, además, la emulsión, el árido fino, el filler de aportación y el agua.
El aditivo controlador, mezclado con el árido, debe cumplir las siguientes funciones:
— Hacer posible que la emulsión asfáltica se distribuya uniformemente por toda la superficie del árido.
— Permitir que la lechada sea extendida sin que rompa la emulsión.
— Posibilitar que, una vez realizada la extensión, la rotura de la emulsión sea rápida.
— Mejorar la adherencia del betún asfáltico al árido.
El aditivo, con una concentración tan alta como el 30 % en materia activa, debe diluirse antes de la puesta en obra de la lechada. El fabricarlo a esa concentración inusual es debido al gran ahorro que se obtiene en el transporte y envasado. En condiciones normales de naturaleza del árido y temperatura, se puede mezclar en obra una parte del aditivo con dos partes de agua, para obtener una disolución al 10 % de materia activa. Si las condiciones de obra son extremas, esto es, temperatura alta y porcentajes de filler elevados, se puede mezclar una parte del aditivo con una de agua para obtener una disolución al 15 % de materia activa.
Naturalmente, cada cual utilizará todas estas ideas según su saber y entender…
CONSIDERACIONES
— Las emulsiones asfálticas pueden llegar sufrir coagulación por la agregación de partículas en el mínimo secundario. Los emulsionantes con mayor tendencia a la coagulación son los que tienen más grupos amino, porque producen mínimos de mayor profundidad.
— Es posible obtener resultados satisfactorios en obra empleando emulsiones asfálticas aniónicas y áridos silíceos ‘dopados’ con iones calcio.
— Hay sistemas que permiten realizar impermeabilizaciones bajo agua empleando emulsiones asfálticas.
— Los emulsionantes catiónicos con un radical mezcla de hidrocarburo aromático y alifático pueden contribuir a la peptización de los asfaltenos del betún, proporcionando una mejora de la emulsibilidad.
— Si en la neutralización de los grupos amino del emulsionante se emplean cloruros de hierro o aluminio, la emulsión asfáltica resulta mejorada.
— Las disoluciones acuosas que se utilizan para controlar la rotura de las lechadas asfálticas, presentan ventajas económicas apreciables si se pueden fabricar con una concentración alta de materia activa.
BIBLIOGRAFÍA
(1) J. Martín Mira y C. Santos; Bol. Inf. Lab. Carret. Y Geot., num. 160, pp. 29 -35, (1983)
(2) Q. Wang ; Colloids and Surfaces, 59 (1991) 255.
(3) C. Santos; Tesis Doctoral, Universidad de Alicante, 1977.
(4) “Bituminous materials”; A.J.Hoiberg, ed., Interscience Pub., N.Y. (1965)
(5) “Emulsions, theory and practice”; Paul Becher, Litton Educational Publishing, Inc. (1965)
(6) Hercules, Inc.
(7) J. Valayer ; Fr. Pat. Nº 1, 539. 101
(8) A. Moriyoshi, I. Fukai y M. Takendi ; Nature (London), 344 (6263), 230 -2 (1990)
(9) J. Sánchez Marcos (Elsamex S.A.), Pat. Span 554, 977 (Sept. 1987)
(10) P. Schilling y H.G. Schreuder (Westvaco Corp.), Pat. US 4,806,166 (1989)
(11) W. F. Gum, W. Riese y H. Ulrico (editors); Reaction Polymers, Hauser Pub., 1992, ap. 2.3.4.3.
(12) P. Schilling (Westvaco Corp.); Pat. US 4,976,784 (1990) y US 4,990,951 (1991).
(13) G. R. Meyer ; Pat. US 2005. 80, 221.